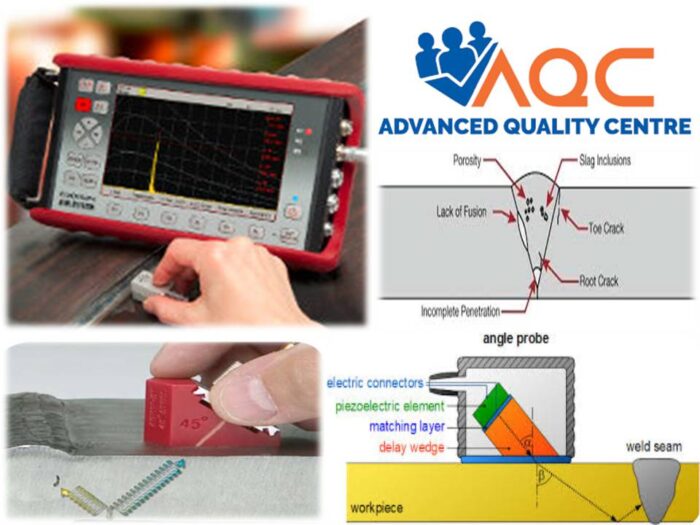
Ultrasonic Testing involves utilization of ultrasonic sound waves to detect defects inside a material.
The welded joints have possibilities of defects inside the welds , or sometime near the weld zone.
The few of defects that are often found in welds are Porosity, Cracks, Slag Inclusion, Lack of fusion, Lack of Penetration, Root concavity, Crater pipes, sharp undercuts, Burn through, HAZ cracks and much more.
These defects when located deep and cannot be viewed manually, Ultrasonic scanning is utilized to detect these discontinuities. The conventional ultrasonic testing of weld joints method which is shown here is totally operator reliable.Therefore the international bodies requires the operator to be qualified as per a standard and the machine used also meets standards requirement.
Where to learn NDT?
The certification may be ASNT Level 1, Level II or Level III or PCN or ISO 9712 qualification. There are many best NDT training institute for NDT certifications, one among them is AQC – Advanced Quality Centre.
How to scan a weld Joint ?
Initially Select the appropriate probe for scanning of welded plate or pipe.
Select high frequency available ( example 4 Mhz or 6 Mhz) for high sensitivity inspection.
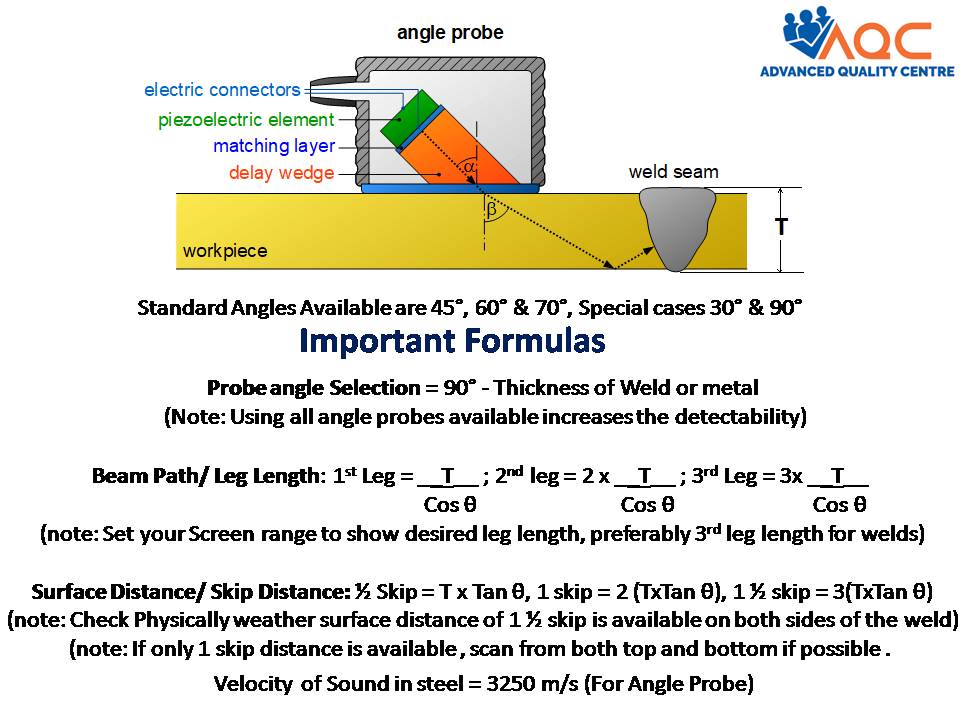
Generally scan from half skip distance to One and half skip distance, for complete scanning of the weld thickness. If not possible at least scan from ½ to 1 skip distance but scan from both sides of the plate (top and bottom).
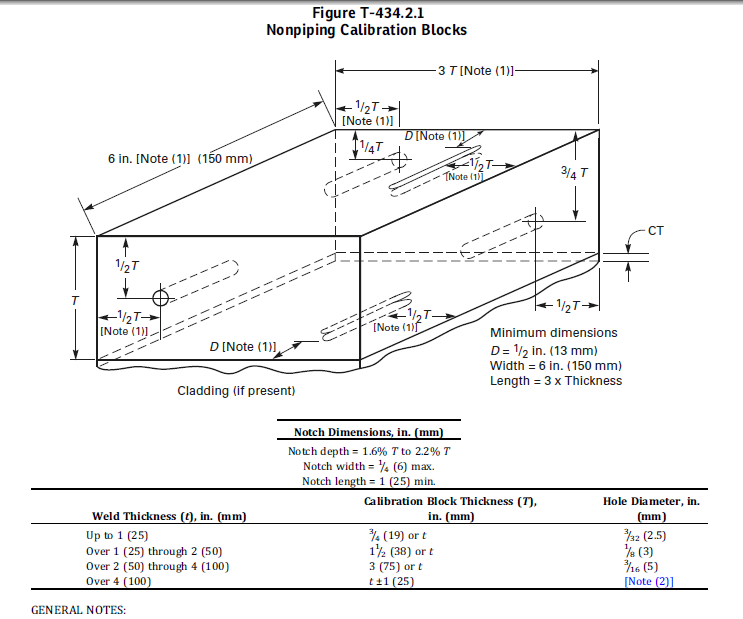
The exact location and depth of the defect can be found during the above scanning method. But to evaluate the size of the defect, we always need a reference method such as DAC- Distance Amplitude Curve, DGS- Distance Gain Sizing , or any other.
To draw a DGS curve we need a reference block of equal weld thickness or we can also use standard equivalent size reference blocks as mentioned ASME section V article 4 (as shown here )
How to scan with of reference block ?
To set the reference Gain decibel (dB) , initially set the sweep range (for example Range = 3rd leg length).
The place the angle probe at corner of the base material to get the back wall reflection at its 3rd leg length (back wall reflection will be from corner of the base material) . Now to set the reference gain adjust the back wall echo to a height grater than 75 % of the Full screen height. This gain dB is known as reference dB.
When using a defect sizing technique such as DAC method. The Gain set to make the DAC curve is the reference dB.
Now increase a 6dB and set a scanning dB. Start scanning the weld joint to and fro and in a zig zag motion. If any indication occurs reduce the gain back to reference dB and evaluate the indication.
For more information and hands on practice in Ultrasonic Testing, NDT courses and NDT certification, reach us. The best NDT training institute in TamilNadu and located in Coimbatore. We are trusted Ultrasonic Testing and NDT service provides in South India.
Visit us on https://aqcinspection.com/ or call us 0422-4342244, 9489342244. Find our updates in blogger at https://ndtcenter.blogspot.com/


