
This blog will discuss types of discontinuities that can be evaluated with the ultrasonic testing in NDT method.
Discontinuities can be divided into three general categories inherent, processing and service
- Inherent discontinuities are usually formed when the metal is molten.
Inherent wrought discontinuities relate to the melting and solidification of the original ingot before it is formed into slabs, blooms and billets.
Inherent cast discontinuities relates to the melting, casting and solidification of a cast article. Usually caused by inherent variables such as inadequate feeding, gating, excessive pouring temperature or entrapped gases.
- Processing discontinuities are usually related to the various manufacturing process such as machining, forming, extruding, rolling, welding, heat treating and plating.
- Service discontinuities are related to the various service conditions such as stress, corrosion, fatigue and erosion.
During the manufacturing process, many discontinuities that were subsurface will be opened to the surface by machining, grinding, etc.
Remember that discontinuities are not necessary defects.
Any indication that is found by the inspector is called a discontinuity until it can be identified and evaluated as to the effect. It will have on the service of the part or to the requirements of the specification.
Classification of discontinuities by origin
Inherent Discontinuities – relate to the original melting and solidification of the metal in the ingot or inn a casting.
Typical discontinuities found in the ingot are inclusions, blow holes, pipe and segregations.
- Nonmetallic inclusions such as Slag, Oxides and
Sulphides are present in the original ingot.
- Blow holes & Porosity are formed by gas which
is insoluble in the molten metal and is trapped
when the metal solidifies.
- Pipe is a discontinuity in the center of the ingot
caused by internal shrinkage during solidification.
- Segregations occur when the distribution of the
various elements is not uniform throughout the
ingot, this condition is called “banding and is not
usually significant.
When an ingot is further processed into slabs, blooms and billets it is possible for the above discontinuities to change size and shape.
The discontinuities after rolling and forming are called laminations, stringers or seams depending on the type of processing and the original type of discontinuity.
The “Hot Top” is usually cropped off to remove most of the discontinuities before the ingot is further processed.
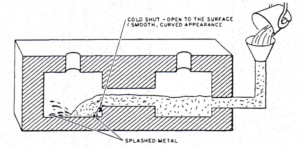
Typical inherent discontinuities found in the castings are Cold Shuts, Hot Tears, Shrinkage Cavities, Micro Shrinkage, Blow Holes and Porosities.
A Cold Shut is caused when molten metal is poured over solidified metal as shown below:
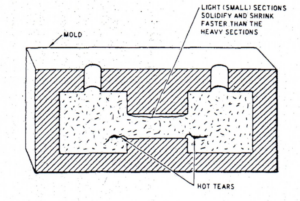
Hot Tears (Shrinkage Cracks) occur when there is unequal shrinkage between light and heavy sections as shown below:
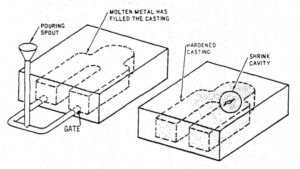
Shrinkage Cavities are usually caused by lack of enough molten metal to fill the space created by shrinkage, similar to pipe in the ingot.
Micro Shrinkage is usually many small sub surface holes that appear at the gate of the casting.
Micro Shrinkage can also occur when the molten metal must flow from a thin section into a thicker section of a casting.
Blow Holes are small holes at the surface of the casting caused by gas which comes from the mould itself. Many molds are made of sand. When molten metal comes into contact with the mold, the water in the sand is released as steam.
Porosity is caused by entrapped gas; porosity is usually subsurface but can occur on the surface depending on the design of the mold.
Processing discontinuities are those found or produced by the forming or fabrication operations including rolling, forming, welding, machining, grinding and heat treating.
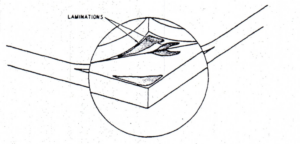
As a billet is flattened and spread out nonmetallic inclusions may cause a lamination. Pipe and Porosity could also cause laminations in the same manner as shown below:
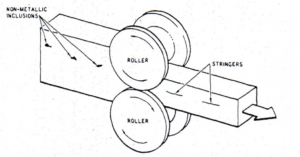
As a billet is rolled into bar stock, nonmetallic inclusions are squeezed out into longer and thinner discontinuities called stringers.
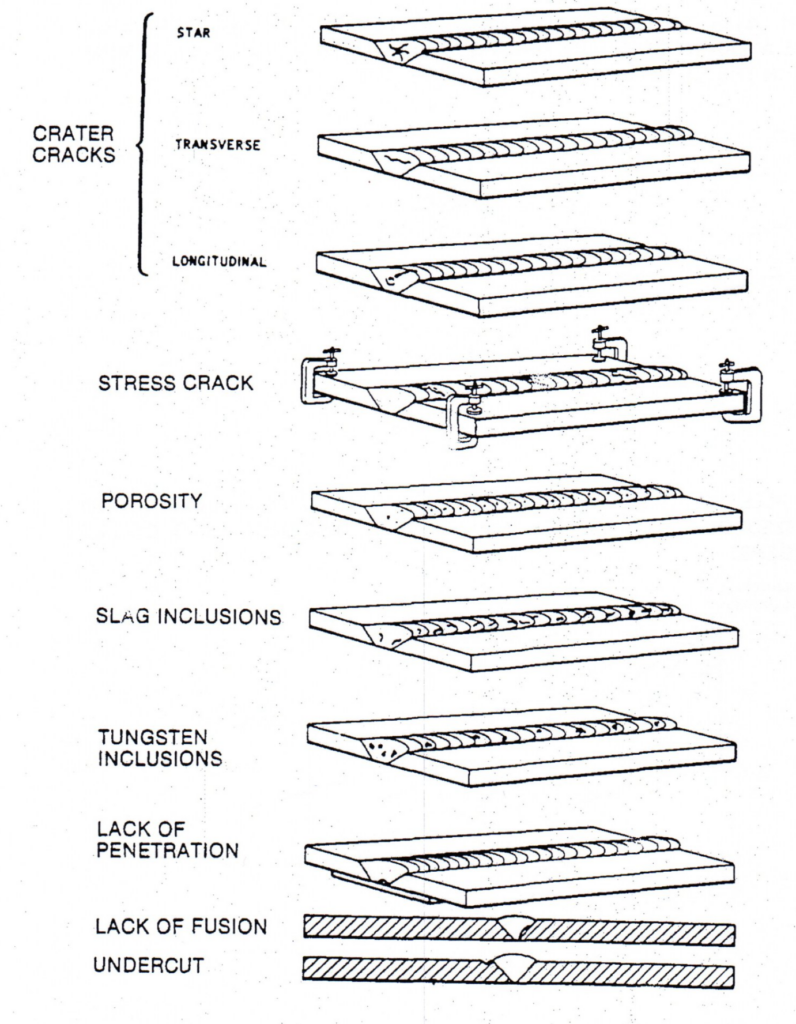
Welding Discontinuities – the following are types of “Processing Discontinuities “
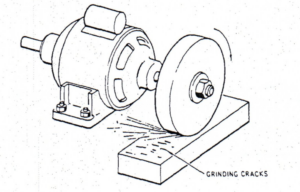
Grinding Cracks are a processing type discontinuity caused by stresses which are built up from excess heat created between grinding wheel and metal.
Grinding cracks will usually occur at right angles to the rotation of the grinding wheel.
Heat Treating cracks are often caused by the stresses built up during heating and cooling. Unequal cooling between light and heavy sections may cause heat treat cracks.
Heat Treat Cracks have no specific direction and usually start at sharp corners which act as stress concentration points.
Forging Discontinuities occur when metal is hammered or pressed into shape, usually while metal is very hot.
Forged part gains strength due to grain flow taking the shape of the die, the process is shown below:
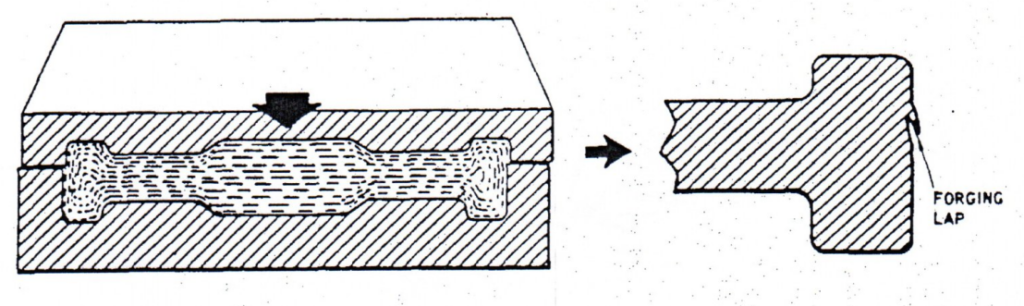
A Forging lap is caused by folding of metal on the surface of the forging, usually when some of the forging metal is squeezed out between the two dies.
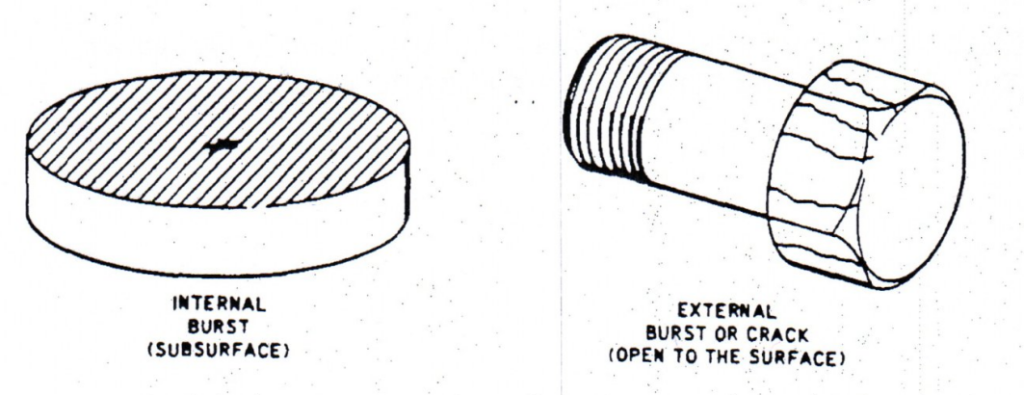
A forging burst is a rupture caused by forging at improper temperatures; bursts may be either internal or open to the surface as shown below.
Service Discontinuities are also important types to consider.
Articles which may develop defects due to metal fatigue are considered extremely critical and demand close attention.
Fatigue cracks are possible only after the part is placed into service. But may be the result of porosity, Inclusions or other discontinuities in a highly stressed metal part.
For more detail of Ultrasonic testing in NDT feel free to contact us at https://aqcinspection.com/ and for services
Visit our technical and career updates at our Blog site https://advancedqualitycentre.blogspot.com . https://ndtcenter.blogspot.com our website https://aqcinspection.com/news-events/ for many more blogs


