
Most field welding machines are portable, that is, they are on a truck and can be moved around. The welding equipment is usually a generator driven by a gasoline-powered engine and puts a DC current that may be reversed by changing the leads.
The welding machine must contain a gauge or some means of determining the amperage output along with some method of increasing or decreasing the amperage as desired. The leads shall be in good condition with cleaned connections at both ends.

Good quality electrodes are a must. Welding manufacturers produce good quality electrodes that conform to the AWS test requirements, however, this does not ensure their good quality when delivered to the job site.
The welder should discard any damaged electrodes. When using low hydrogen electrodes, he/she must furnish them from undamaged hermetically-sealed containers and have an oven for maintaining their dryness.
The welder’s cleaning tools should consist of a chipping hammer and a wire brush. A cold chisel and a hammer may be substituted for the chipping hammer.
A cutting torch must also be available for cutting, beveling and fitting up of the joints of field welds when required. A grinder is also necessary for smoothing out rough cuts and for the removal of a bad weld. Few welders are so skilled with a torch that grinding is not necessary.
The welder must have knowledge of the joint to be welded. Before welding, the inspector should check this knowledge against the information furnished to the Resident Construction Engineer and make certain that it conforms to requirements outlined in these instructions.
1. Oxyacetylene Welding Equipment:
Oxy-fuel welding (commonly called oxyacetylene welding, oxy welding, or gas welding) and oxy-fuel cutting are processes that use fuel gases and oxygen to weld and cut metals, respectively.
French engineers Edmond Fouché and Charles Picard became the first to develop oxygen-acetylene welding in 1903. Pure oxygen, instead of air (20% oxygen/80% nitrogen), is used to increase the flame temperature in a room environment.
A common propane/air flame burns at about 3,630 °F (2,000 °C), a propane-oxygen flame burns at about 4,530 °F(2,500 °C), and an acetylene-oxygen flame burns at 6,330 °F (3,500 °C).
Oxy-fuel is one of the oldest welding processes, though in recent years it has become less popular in industrial applications. However, it is still widely used for welding pipes and tubes, as well, as repair work. It is also frequently well-suited, and favored, for fabricating some types of metal-based artwork.
In oxy-fuel welding, a welding torch is used to weld metals. Welding metal results when two pieces are heated to a temperature that produces a shared pool of molten metal, supplied with additional metal called filler. Filler material depends upon the metals to be welded.
A cutting torch is used to heat metal to adequate temperature. The metal burns in that oxygen and then flows out of the cut (kerf) as an oxide slag. Torches that do not mix fuel with oxygen (atmospheric air) are not considered oxy-fuel torches.
Oxy-fuel welding-cutting generally requires two tanks, fuel and oxygen. Most metals cannot be melted with a single-tank torch. As such, single-tank torches are typically used only for soldering and brazing, rather than welding.
A. Hydrogen. is good for use on aluminium and the flame temperature is high, about 2,000 °C for hydrogen gas in air at atmospheric pressure. It can be used at a higher pressure than acetylene and is therefore useful for underwater welding and cutting and heating large amounts of material.
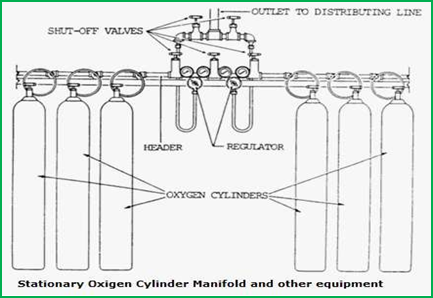
B. Oxygen is obtained from manifold cylinders and equipped with a master regulator. Regulators, hoses, manifold e piping where are pressure and flow, should be checked to verify and avoid leaks.
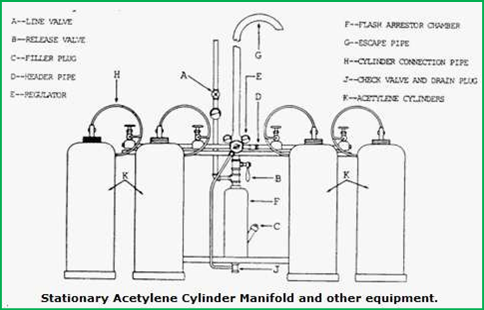
C. Acetylene. Acetylene is the primary fuel for oxy-fuel welding and is the fuel for repair work and general cutting and welding. Acetylene gas is shipped in special cylinders shown as below.
The acetylene station, manifold, regulators, hoses, piping, connections through a pipe line should be checked in every detail, before authorize weld operations. After checking every equipment and installation conditions a safety report shall be written or a pattern fulfilled.
Cylinders are very dangerous. The Welding Inspector, together with the safety professional of the manufacturer or in a field pipe-shop, should always inspect every stationary oxyacetylene welding equipment installed where welding operations are conducted, as shown below.
2. Gas Metal Arc Welding Equipment:
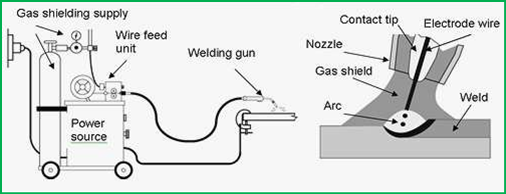
Gas Metal Arc Welding (GMAW), sometimes referred by Metal Inert Gas (MIG) welding or Metal Active Gas (MAG) welding, is a semi-automatic or automatic arc welding process in which a continuous and consumable wire electrode and a shielding gas are fed through a welding gun.
Originally developed for welding aluminum and other non-ferrous materials in the 1940s. During the 1950s and 1960s, the use of semi-inert gases, as carbon dioxide, the process became more versatile.
The four primary methods of metal transfer in GMAW are called globular, short-circuiting, spray, and pulsed-spray, each with distinct properties, corresponding advantages and limitations.
Today, GMAW is the most common industrial welding process, preferred for its practicity, speed and the relative ease of adapting the process to robotic automation.
A related process, Flux Cored Arc Welding (FCAW), often does not utilize a shielding gas, instead employs a hollow electrode wire that is filled with flux on the inside.
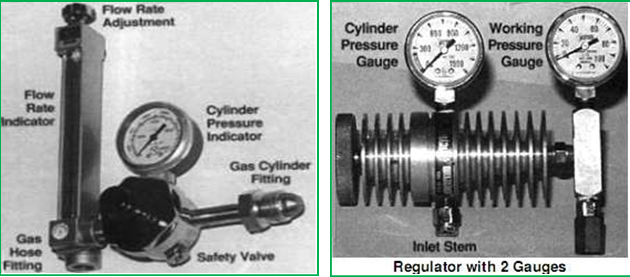
3. Regulators – Flowmeters:
A regulator-flowmeter is a device to deliver preset flow of pressurized shielding gas to the welding area, with a hose connected between the regulator-flowmeter and a gas valve on the wire feeder.
From the gas valve, the hose connection that is generally part of a gun assembly, delivers shielding gas through the gun head tube and nozzle to the welding area. Regulator and CFH adjustment: A common practice is to start with 12-15 ft³/h.
4. Shielding Gases:
Shielding gases are necessary for gas metal arc welding to protect the welding area from atmospheric gases such as nitrogen and oxygen, which can cause fusion defects, porosity, and weld metal embrittlement if they come in contact with the electrode, the arc, or the welding metal.
Using the older Shielded-Metal Arc Welding process (SMAW), the electrode is coated with a solid flux which evolves a protective cloud of carbon dioxide when melted by the arc.
In GMAW, however, the electrode wire does not have a flux coating, and a separate shielding gas is employed to protect the weld. This eliminates slag, the hard residue from the flux that builds up after welding and must be chipped off to reveal the completed weld.
The choice of a shielding gas depends on several factors, most importantly the type of material being welded and the process variation being used:
- Pure inert gases such as argon and helium are only used for nonferrous welding, due not provide adequate weld penetration, cause an erratic arc and encourage spatter.
- Pure carbon dioxide, allows deep penetration but encourages oxide formation, which affect the mechanical properties of the weld. The reactivity of spatter is unavoidable and welding thin materials is difficult. As a result, argon and carbon dioxide are frequently mixed in a 75%/25% to 90%/10%.
- Argon is also commonly mixed with other gases, oxygen, helium, hydrogen, and nitrogen. The addition of up to 5% oxygen can be helpful in welding stainless steel, however, in most applications carbon dioxide is preferred.
- Oxygen, in excess, makes the shielding gas oxidize the electrode, which can lead to porosity in the deposit if the electrode and can lead to brittleness in the heat affected zone.
- Argon-helium mixtures are extremely inert, and can be used on nonferrous materials. A helium concentration of 50%–75% raises the required voltage and increases the heat in the arc, due to helium’s higher ionization temperature.
- Hydrogen is sometimes added to argon in small concentrations (up to about 5%) for welding nickel and thick stainless steel workpieces. In higher concentrations (up to 25% hydrogen), it may be used for welding conductive materials such as copper.
- However, hydrogen should not be used on steel and aluminum because it can cause porosity and hydrogen embrittlement.
- Helium is also sometimes used as the base gas, with small amounts of argon and carbon dioxide added. However, is less effective in shielding than argon, which is denser than air.
The four primary variations of GMAW have differing shielding gas flow requirements, for the small weld pools of the short circuiting and pulsed spray modes, about 10 l/min (20 ft³/h) is generally suitable, whereas for globular transfer, around 15 l/min (30 ft³/h) is preferred.
The spray transfer variation normally requires more shielding-gas flow because of its higher heat input and thus larger weld pool. Typical gas-flow is approximately 20–25 l/min (40–50 ft³/h).
The desirable rate of shielding-gas flow depends primarily on weld geometry, speed, current, the type of gas, and the metal transfer mode being utilized. Welding flat surfaces requires higher flow than welding grooved materials, since the gas is dispersed more quickly.
Faster welding speeds, in general, mean that more gas needs to be supplied to provide adequate coverage. Additionally, higher current requires greater flow, and generally, more helium is required to provide adequate coverage than if argon is used.
we provide standard specifications for welding procedures for all welding process and Brazing. We offer Welder Procedure Specification, Welder Certificate Renewal Process, Procedure Qualification Record, Welder Qualification Testing, welder Training and Welder qualification services in Coimbatore, Trichy, Salem, Erode, Chennai.
Please feel free to reach us https://aqcinspection.com/training/ to learn more about any of the methods in detail.
Visit our technical and career updates at our Blog site https://advancedqualitycentre.blogspot.com . or
https://ndtcenter.blogspot.com


