
This document covers the procedure to prepare a WPS – Welding Procedure Specification & PQR – Procedure Qualification Record for Overlay weld, Corrosion Resistant Overlay and Wear Resistant Overlay both.
The procedure refers international standard ASME BPVC Section IX, ( American Society of Mechanical Engineers, Boiler and Pressure Vessel Code )
This procedure of WPS and WQT is suitable for and welding process, SMAW / GMAW / GTAW or any .
Overlay is a process of Welding a metal over the surface of another base metal, mostly with filler metal of different chemical composition and mechanical properties .
The purpose of overlay is to create a layer of metal more suitable to the work environment, the property which the base metal may lag .
Depending on the purpose of overlay the Overlay is further categorized into Wear Resistance Overlay / Hard facing Overlay (example: Stellite 6 , Stellite 21, etc.) and Corrosion Resistant Overlay (SS 316 L, SS 308L, etc).
- Step 1 : Select the Base metal P Number from Table QW/QB-422 , if not listed in the Table then state ‘unlisted’
- Step 2 : Select the F Number for Filler Metal form Table QW-432, if not listed then state ‘ unlisted’
- Step 3 : Select the A Number for Weld metal form Table Table QW-442.
- Step 4: Select the test coupon thickness as per the Production material thickness, refer Table QW-453, The Test Coupon dimension shall be 150 x 150 mm of required thickness.
Also refer clause QW-214 for Corrosion resistant overlay
And QW-216 for Wear Resistant Overlay.
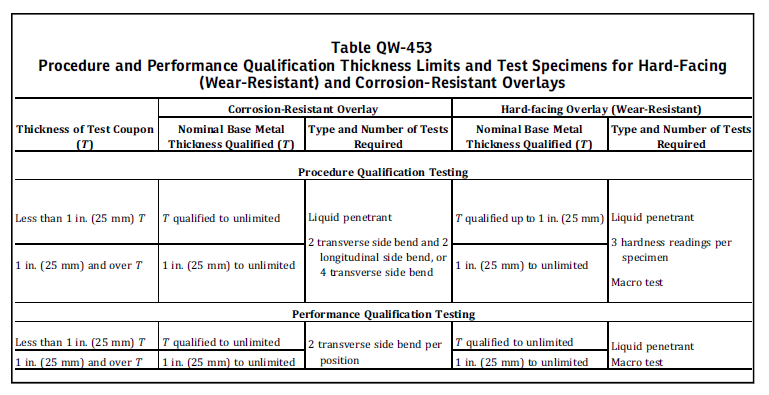
Example 1: for production of material with base metal thickness from 6mm to 50 mm, a test plate of 6mm should be selected
Example 2: for production of material with base metal thickness from 25 mm to 100 mm, a test plate of any thickness over 25mm shall be selected,
A Weld Clad seam of width 36mm minimum should be made at centre of plate for a length of 150mm.
The height of weld bead shall be the minimum height required in the production weld for Corrosion resistant overlay and minimum height required + additional 1.5mm of the production weld for wear resistant / hardfacing overlay.
- Step 5: After Completion of Weld Coupon and Complete Solidification period, a Liquid Penetrant Test shall be carried on the Weld and HAZ area.
- Step 6: The samples shall be machined and Tested as per the requirements stated in the Table: QW-453.
For CRO Corrosion Resistant Overlay- 4 Bend Tests required.
For WRO- Wear Resistant Overlay – 3 Hardness reading and 1 Macro Tests required.
- Step 7: Prepare a PQR with recorded variables including the essential variables details as mentioned in the Standard and WPS shall be prepared.
we provide standard specifications for welding procedures for all welding process and Brazing. We offer Welder Procedure Specification, Welder Certificate Renewal Process, Procedure Qualification Record, Welder Qualification Testing, welder Training and Welder qualification services in Coimbatore, Trichy, Salem, Erode, Chennai.
Please feel free to reach us https://aqcinspection.com/training/ to learn more about any of the methods in detail.
Visit our technical and career updates at our Blog site https://advancedqualitycentre.blogspot.com . or


