GTAW Welding on Stainless steel – SS

- Produces very strong/tough weld compared to other process
- Slow process
- Good appearance
- Mostly used for Root and hot pass & Low thickness material
- Low heat input process
- More controlled process, but requires good welder skills .
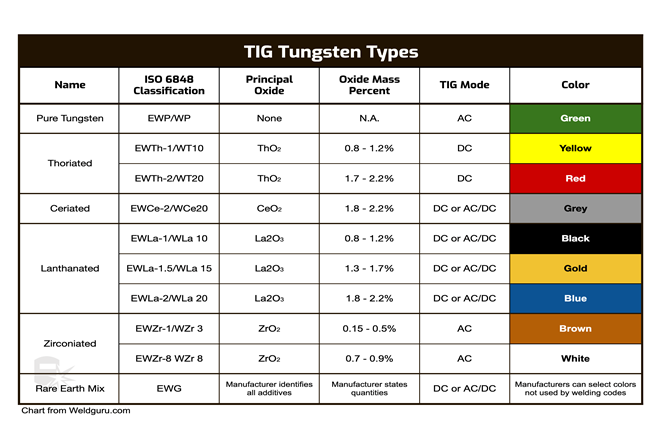
- Electrode – Tungsten Rod (most common is 2% thoriated)
- AWS Filler Specification : AWS A5.9
- Example: ER 209, ER308Si, ER309L, ER316L, ER410
- For CS to SS welding use any of ER 309, ER309LSi, ER 310, ER312
- Use proper purging for Butt weld , where root side is open on the other side before welding .
GMAW / FCAW Welding on Stainless Steel
- High speed, high deposition rate.
- Suitable for Thick materials , better look than SMAW
- AWS Specification :
- AWS A5.9 – Solid wire
- AWS A5.20- Flux Cored wire
- AWS A5.22 – Metal Cored wire
Shielding Gas for GMAW-Solid Wire:
- Normally shielding gases like Pure Argon are used .Ar+ 1-2% O2. Ar+ 1-2% CO2 and Ar+18-33% He+1-2% CO2 are good choices for spray transfer mode of solid wire.
- However 90% He+7.5% Ar+2.5% CO2 (the most popular one)
- Ar+2% O2 and Ar+25% CO2 are used in short circuiting transfer mode.
Shielding Gas for GMAW-Metal Cored Wire:
- shielding gases like Ar+1-2% O2 and Ar+1-2% CO2 are good choices for spray transfer mode of Metal Cored Wire.
FCAW : CO2 or Ar + CO2
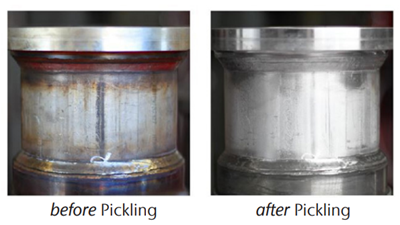
Pickling
- Process of removing the oxide layers form the surface
- Due to heat , burnt – oxide layers are visible on the weld and HAZ areas
- Where the chromium level has been reduced on the surface .
- Pickling Solution : hydrochloric acid and sulfuric acid .
Passivation
- Passivation is the process of creating the passive chromium oxide layer over the surface.
- The passive oxide layer is essential to prevent corrosion ,
- Passivation Solution : generally Nitric acid
- Nitric Acid is a solution which dissolves all iron components and trace material , and also it is a strong oxidizing unit to make the chromium oxide layer
- Nowadays Pickling gel or Solution does both Pickling and Passivation simultaneously.
- Pickling gel may be mixture of Nitric acid, Sulfuric acid, Phosphoric acid & hydrofluoric acid.
For more training or certifications for welding operator , please feel free to contact us through info@aqcinspection.com, aqcinspection@gmail.com,
Visit our technical and career updates at our Blog site https://advancedqualitycentre.blogspot.com . or