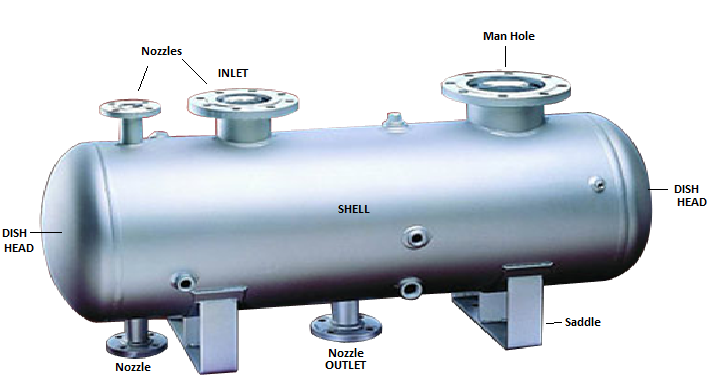
What is pressure vessel?
Pressure vessel is closed container which holds liquids or gasses at a pressure greater than the atmospheric pressure.
Definition of Pressure vessel as per ASME BPVC section VIII , Div 1, U1.
Pressure vessel are containers for containment of pressure, either external or internal. This pressure may be obtained from a external source or by application of heat.Heat applied is either by a direct or indirect source, or any combination thereof.
Types of pressure vessel based on their purpose :
Storage vessel- used primarily for storage of liquids or gases in a pressurized state.
Process vessel – vessels in which any of the below operations are performed,
- separation of products
- combining products
- breaking down and
- removing various elements as by products or impurities
(Ex. Separator, reactor, distillation tower, heat exchanger, drums, fractioning tower, etc.)
Fired and Unfired pressure vessel
Fired pressure vessel – are pressure vessels where external heat source is used to keep the liquid or gas pressurized ( fire source may be direct or indirect).
Unfired Pressure Vessel- no external heat is applied.
About ASME BPVC section VIII,
American Society of Mechanical Engineers, Boiler & Pressure Vessel Code section VIII , has 3 divisions
Division 1 : construction of pressure vessel, (15 psi to 3000 psi) It’s scope covers Designing, fabrication, Inspection, testing and certification of pressure vessel, with internal or external pressure, operating more than 15 psi. The pressure vessel may be fired or Unfired (max pressure is normally 3000 psi ).
Division 1 also contains mandatory and non-mandatory appendices for supplementary design requirements. NDT non destructive testing and acceptance criteria.
Division 2 : Alternative rules. ( 3,000psi to 10,000 psi )
Division 3 : Alternative rules for very high pressure vessel.( Greater than 10,000 psi )
Standard for Construction of Pressure vessel
- ASME BPVC Section VIII- Division 1 (Part UG)
- Materials Selection – Section II (Part A – Ferrous, Part B- Non Ferrous, Part D- Properties)
- Welding Materials Selection- Section II (Part C)
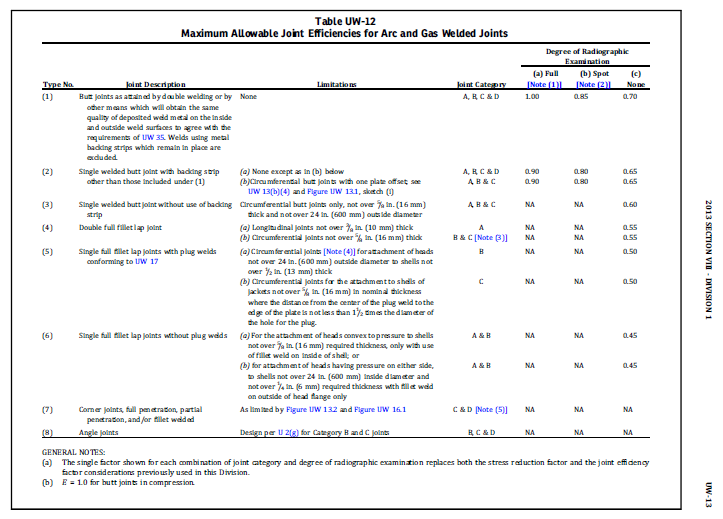
- Material Thickness, of Shell & tube are calculated based on the Design Pressure, Design Temperature, Radius of Shell & the Weld Joint Efficiency,
Weld Joint Efficiency – Selection (as per ASME Sec VII, Div 1, Table UW-12)
Inspection of New Pressure Vessel
- Check the Welding Procedure
- Check the Welder Qualification Records
- Check Material Test Reports
- Check the Post Weld Heat Treatment Practice
- Pneumatic or Hydraulic Test
- Non Destructive Examinations
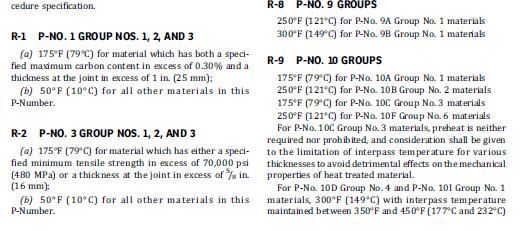
Preheating Requirements
- Pre-heating requiremets for P-Numbers are mentioned in Non-Mandatory Appendix R of ASME section VIII , Division1
An example of such table is shown below:
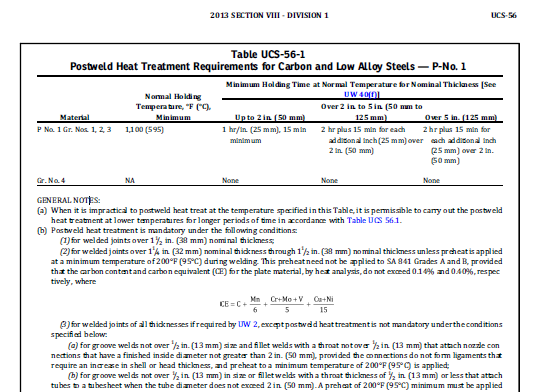
Post weld Heat Treatment Requirement
- PWHT requirements are given in Tables UCS-56 (of ASME BPVC section VIII div 1) for Steels of Different P-Number and Group number classification, Example of such table is given below
Pressure Test on Pressure Vessel
Hydro Test Pressure:
- Hydrostatic Pressure = 1.3 x MAWP
(MAWP- Maximum Allowable Work Pressure)
or
- Hydrostatic Pressure = 1.3 x Design Pressure
(if MAWP is not calculated)
When : stress value of material at design temperature is less than the stress value of material at test temperature, then
Hydrostatic Pressure = 1.3 x Pdesign or MAWP x (stress value design temperature / stress value test temperature)
Pressure Test on Pipe line
Minimum Test As per ASME B 31.1, B 31.3
- Hydrostatic Pressure = 1.5 x Design Pressure
- Pneumatic Pressure = 1.2 x Design Pressure (as per ASME B31.1)
- Pneumatic Pressure = 1.1 x Design Pressure (as per ASME B31.3)
- Pneumatic Pressure = 1.1 x Design Pressure (as per ASME B31.5)
Inspection During Installation of Pressure Vessel
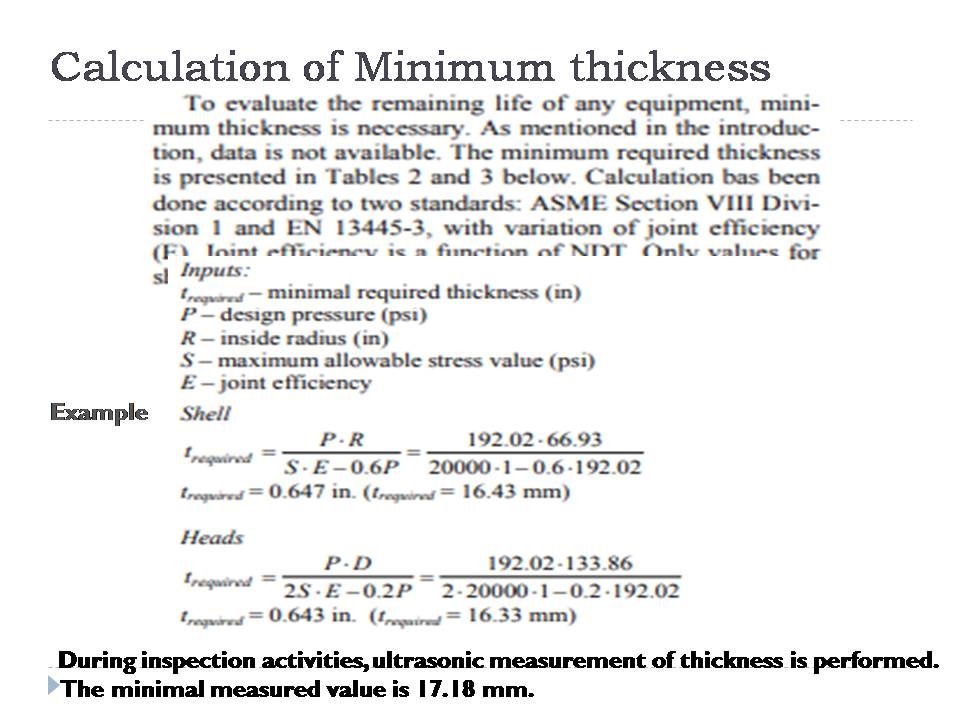
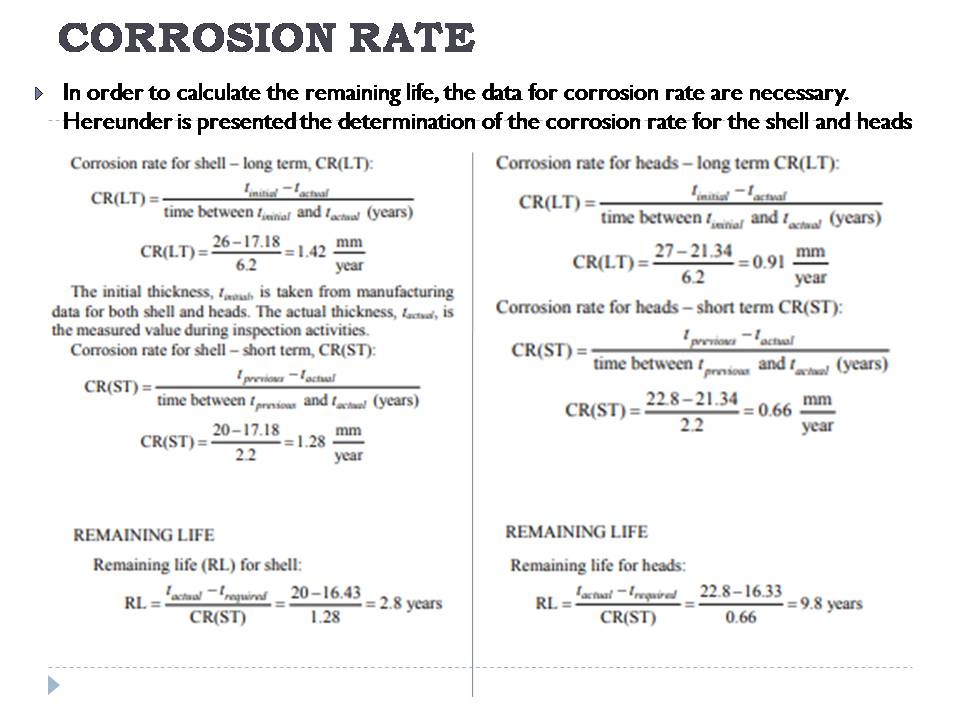
- The life of Pressure vessel is determined based on the factors. Corrosion Allowance, Safety Factor and Corrosion Rate, with their Design Pressure and Design Temperature kept constant.
- Pressure vessel is inspected during installation by the Inspector. The purpose of this inspection is to verify the equipment is safe for operation. That no unacceptable damage occurred during transportation to the installation site, and to initiate plant inspection records for the equipment.
- This inspection also provides an opportunity to collect desired base line information and to obtain the initial thickness readings at designated CMLs
The minimum installation inspection should include the following
a) Verify the nameplate information is correct per the manufacturer’s data reports and design requirements;
b) verify equipment is installed correctly, supports are adequate and secured. Exterior equipment such as ladders and platforms are secured. Insulation is properly installed and flanged, and other mechanical connections are properly assembled and the vessel is clean and dry; and
c) verify pressure-relieving devices satisfy design requirements (correct device and correct set pressure) and are properly installed.
If damage did occur, document it and recommend appropriate repairs or engineering assessment that may be necessary to ensure the vessel is fit for service.
In-Service Inspection: Intervals
- External Inspection: Visual Inspection at every 5 years or earlier.
- Internal, On-stream & Thickness Measurements
At Half Period of the estimated Life of Pressure Vessel (or) 10 years , whichever is lesser
- Pressure-relieving devices should be inspected, tested, and maintained in accordance with API 576
- Unless documented experience and/or a RBI assessment indicates that a longer interval is acceptable
- test and inspection intervals for pressure-relieving devices in typical process services should not exceed:
- 5 years for typical process services, and
- 10 years for clean (non-fouling) and noncorrosive services.
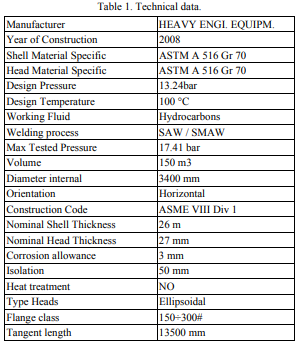
Case Study of In-service Pressure vessel Inspection
An In-service Inspection is being carried out on below described Pressure Vessel
Other References for Inspection
- API 570 Piping Inspection Code: In-Service Inspection, Rating, Repair, and Alteration of Piping Systems
- API Recommended Practice 571, Damage Mechanisms Affecting Fixed Equipment in the Refining Industry
- API Recommended Practice 572, Inspection of Pressure Vessels
- API Recommended Practice 576, Inspection of Pressure-relieving Devices
- API Recommended Practice 577, Welding Inspection and Metallurgy
- API Recommended Practice 578, Material Verification Program for New and Existing Alloy Piping Systems
- API Standard 579-1/ASME FFS-1, Fitness-For-Service
- API Recommended Practice 580, Risk-Based Inspection
- API Recommended Practice 581, Risk-Based Inspection Methodology
- API Recommended Practice 582, Welding Guidelines for the Chemical, Oil, and Gas Industries
- API Recommended Practice 583, Corrosion Under Insulation and Fireproofing
- API Recommended Practice 584, Integrity Operating Windows
- API Recommended Practice 585, Pressure Equipment Integrity Incident Investigations
- API 653 Tank Inspection, Repair, Alteration and Reconstruction
- API 610 Centrifugal Pumps for General Refinery Services
- API 6D Steel Gate, Plug, and Check Valves for Pipeline Service
- API 620 Design and Construction of Large Welded, Low Pressure Storage tanks
- API Recommended Practice 939-C, Guidelines for Avoiding Sulfidation (Sulfidic) Corrosion Failures in Oil Refineries
- API Recommended Practice 941, Steels for Hydrogen Service at Elevated Temperatures and Pressures in Petroleum
- Refineries and Petrochemical Plants
- API Recommended Practice 2201, Safe Hot Tapping Practices for the Petroleum and Petrochemical Industries
- ASME PCC-1 1, Guidelines for Pressure Boundary Bolted Flange Joint Assembly
- ASME PCC-2, Repair of Pressure Equipment and Piping
- ASME Boiler and Pressure Vessel Code, Section II: Materials
- ASME Boiler and Pressure Vessel Code, Section V: Nondestructive Examination
- ASME Boiler and Pressure Vessel Code, Section VIII: Rules for Construction of Pressure Vessels; Division 1
- ASME Boiler and Pressure Vessel Code, Section VIII: Rules for Construction of Pressure Vessels; Division 2:Alternative rules
- ASME Boiler and Pressure Vessel Code, Section IX: Welding and Brazing Qualifications
- ASNT CP-189 2, Standard for Qualification and Certification of Nondestructive Testing Personnel
- ASNT SNT-TC-1A, Personnel Qualification and Certification in Nondestructive Testing
- NACE MR0103 3, Materials Resistant to Sulfide Stress Cracking in Corrosive Petroleum Refining Environments
- NACE SP0170, Protection of Austenitic Stainless Steels and Other Austenitic Alloys from Polythionic Acid Stress Corrosion Cracking During Shutdown of Refinery Equipment
- NACE SP0472, Methods and Controls to Prevent In-service Environmental Cracking of Carbon Steel Weldments in Corrosive Petroleum Refining Environments
- National Board NB-23 4, National Board Inspection Code
- OSHA 29 CFR Part 1910 5, Occupational Safety and Health Standards
For More details, Visit https://aqcinspection.com/training/ , for NDT Inspection, NDT Courses, NDT training, QC Courses, and to meet Best Trainers in Industry.
Also know more about other NDT methods in our blog sites.https://advancedqualitycentre.blogspot.com . https://ndtcenter.blogspot.com our website https://aqcinspection.com/news-events/ for many more blogs