Arc welding on SS material :
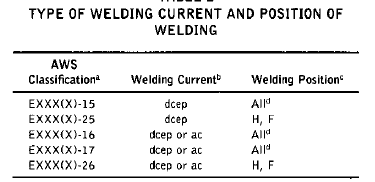
- Electrode specification standard : AWS A 5.4
- Gas – Not required
- Example of electrode spec:
Austenitic SS : E209, E316, E308, E309, E316, E316L (L – Low Carbon),
Martensitic : E410-16
Precipitation hardened : E7Cr-16
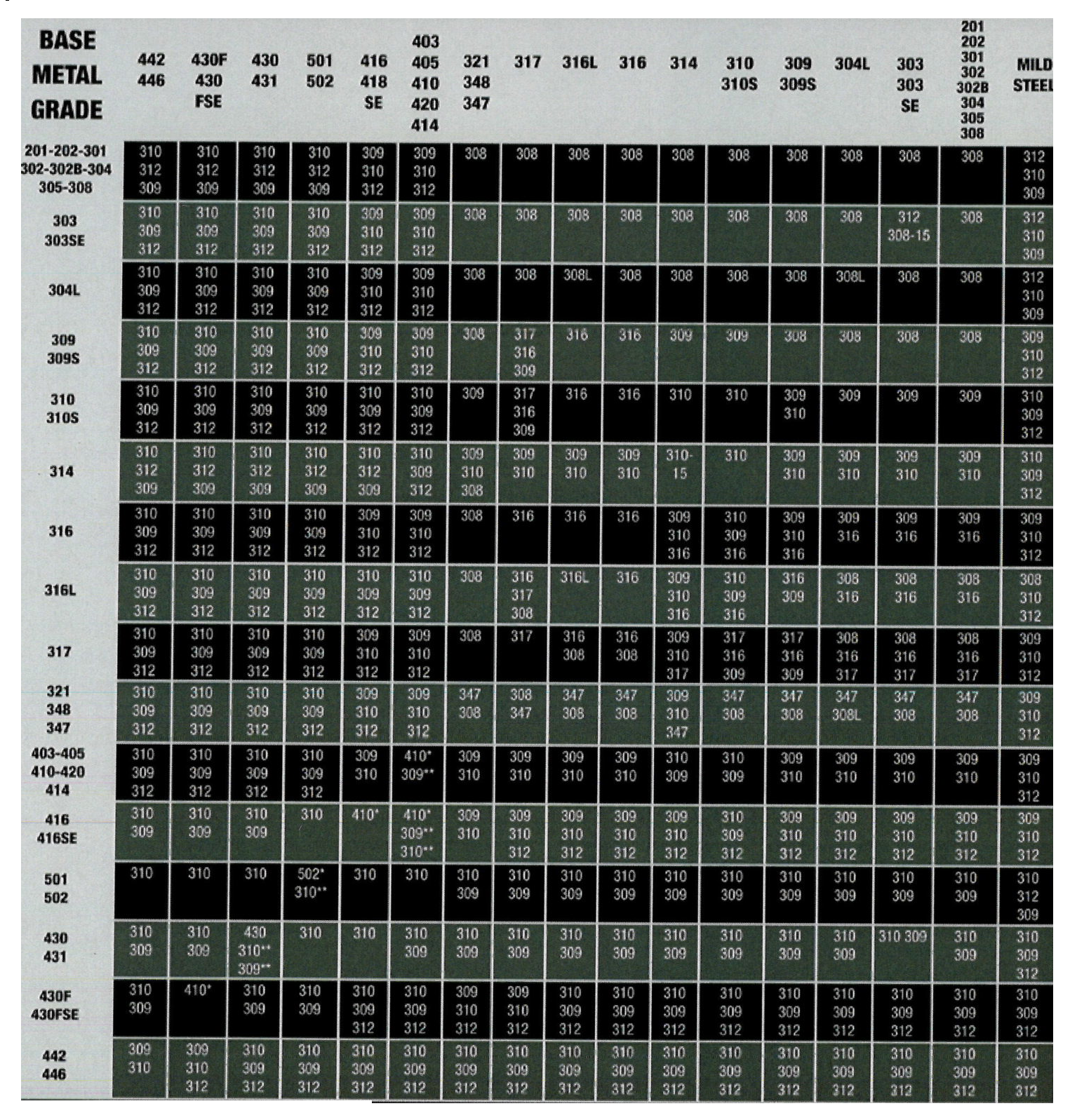
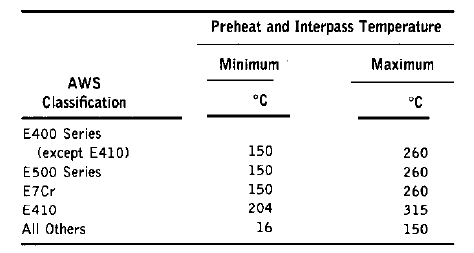
Enclosed herewith the Electrode selection chart for the Stainless steel grades
- Flux Coating: Lime coated , Titanium coated
Welding Procedure
- Weld with low heat input,
- No pre heat required for Austenitic SS
- Maximum interpass temperature shall be 150 degree celcius
- Good to allow to cool to almost ambient temperature before welding consecutive runs .
- Remove the oxide layers with appropriate methods such
- Pre Heat is not required for Austenitic Stainless Steels (min: 16°C)
Proper cleaning of slag and is essential in SMAW – Arc welding on SS material. The cleaning is done using SS grade Materials ( example: Cutting wheel, Chisel, Hammers, SS wire brush and separate tools for SS) . Make sure the Material is not contaminated by carbon steel.
After welding , pickling passivization shall be carried out to remove the tint oxide layer over the material.
For more training or certifications for welding operator , please feel free to contact us through info@aqcinspection.com, aqcinspection@gmail.com,
Visit our technical and career updates at our Blog site https://advancedqualitycentre.blogspot.com . or