What is welder qualification test?
Welder Certificate is a document that shows ability of a welder to make a quality weld in a particular welding process.

The Certificate also denotes on which type of welding material and which position the welder is able to perform.
A full penetration weld can be performed by welder who is qualified for full penetration & fillet. A welder qualified by vertical position (3G) can perform Flat and vertical in production and so on.
These qualification ranges are mentioned in the certificates after referring the applicable codes and standards.
Welders are qualified for different process individually.
Welding process:
- Shielded Metal Arc Welding (SMAW)- Arc Welding
- Tungsten Inert Gas Welding (TIG/GTAW)- Arc Welding
- Metal Inert Gas Welding (MIG)- Arc
- Metal Active Gas welding (MAG)- Arc
- Flux Cores Arc Welding (FCAW)- Arc
- Electric Resistance welding (ERW) and Lot more..
Welding Qualification standards :
- AWS D 1.1 – Structural Welding Code- Steel.
- AWS D 1.3 – Sheet metal welding code.
- AWS D 1.6 – Stain steel Welding
- ASME section IX – Boiler & pressure vessel/pipelines Arc Welding.
- ISO 9606-1- International Standard for Arc Welding.
What are the procedures for welder qualification? Or What is the procedure for qualifying a welder?
- Conclude the range of qualification such as, plate or pipe, thickness, metal grades, pipe diameter, full penetration or fillet.
- Choose an appropriate WPS – Welding Procedure specification
- Prepare a test coupon to the required dimension- refer code for dimension
A Test weld coupon of Plate or pipe is prepared as shown below °
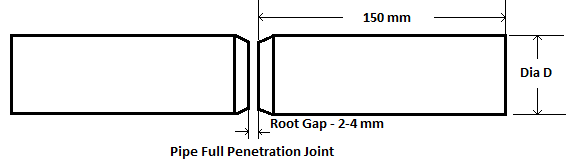
The Diameter of pipe is selected as per required qualification range , refer the table QW452.3 given below
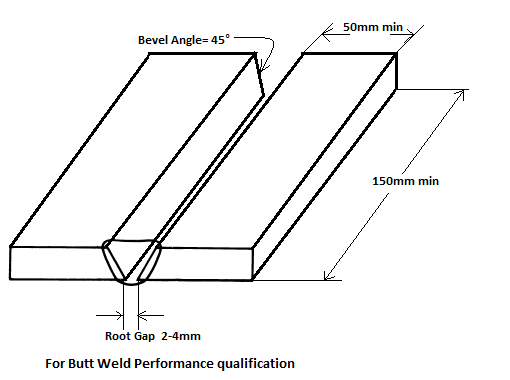
- Tack welds the test coupon in the required positon with appropriate root gap bevel preparation.
- Make the welding as told in the WPS
- Visually inspect the coupon
- Make a bend test or Radiography( RT) on the test coupon.
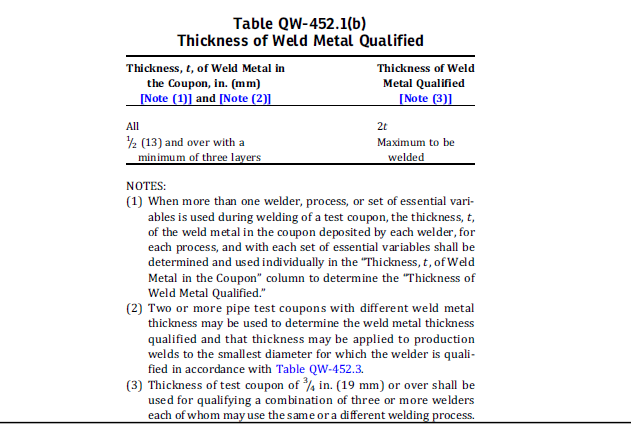
Weld Size Qualified & Fillet Size(t) qualified is given in the table QW452.1(b) below:
What qualifications do welders need?
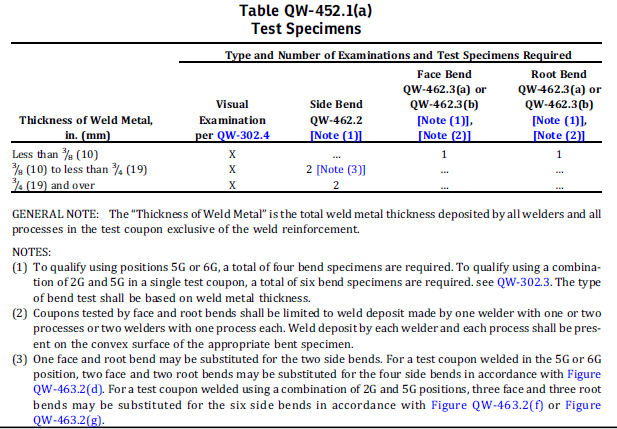
After completion of test weld, Required Tests as per Table: QW452.1(a) should be satisfied.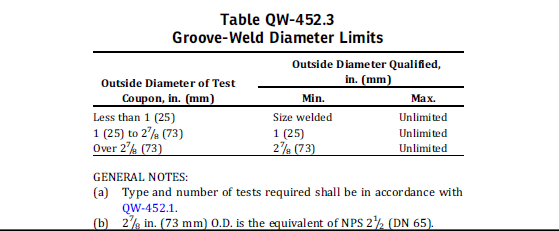
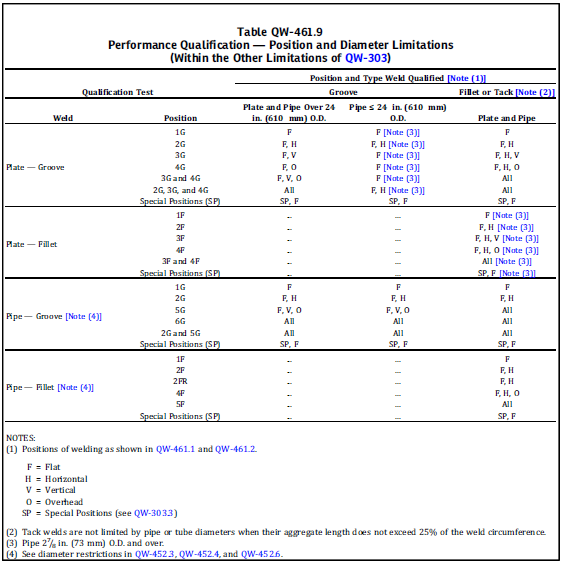
Position Qualified for Welder Performance:
The welding Position qualified for production weld depends upon the test weld position. As shown in the below TableQW461.9
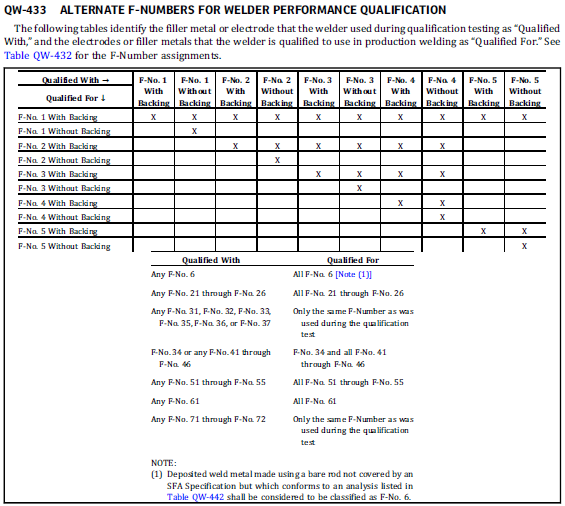
Filler Metal F-Number Qualification. Refer table QW 433 (below)
How long does a welder qualification last?
The welder certificate as per ASME section IX will remain valid unless the welder is idle or has not welded in the particular process for a period of 6 months.
Therefore a record for continuous performance should be maintained.
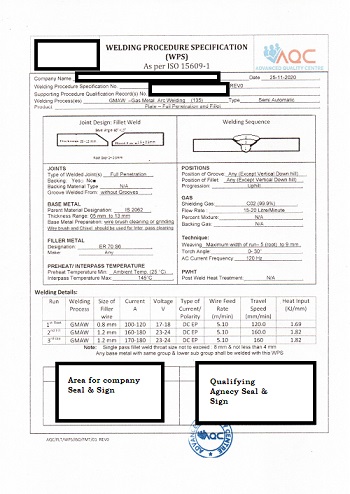
Sample Welding Procedure Specification WPS:
WPS – Welding Procedure Specification is the company document that shows the client what welding process the company is qualified to do and what is the range of material grade and thickness range the company is capable to do, and also it instructs the welder the parameters to be set during welding of a particular grade and thickness using a specific welding process.
Find below the example of Welding Procedure Specification:
How much does it cost to be a certified welder?
It costs Minimum 2000 and welding procedure specification ,pqr welding will cost additional.
For Welder qualification & welding procedure specification (wps) preparation and approval Visit https://aqcinspection.com/ or call 9489342244 or 0422-4342244. To know about AWS visit http://www.aws.org


