
The procedure requirements for welding electrodes and preheating temperatures are as follows:
- Welding must be done with the same process (SMAW or FCAW) used for qualification
- If the operator has qualified on any of the steel permitted (ASTM A36 and A588), that same operator is qualified to weld on the other and on SAE 1010 or ASTM.
- A welder qualified for manual shielded metal-arc welding with an E7018 electrodes may also weld with E7016 electrodes.Identifying electrode numbers are as follows:
a. The 70 designation shall be understood to mean the 70 series unless an alloy steel of higher strength is to be welded.
b. The third digit indicates the position permitted. If the digit is “1,” the electrode may be used for welding in any position. If “2,” only the down hand position may be used.
c. The fourth digit indicates the chemical make-up of the electrode coating. The digit 6 indicates low hydrogen potassium, and 8 a low hydrogen iron powder.
d. Preheating of the base metal means that the surfaces of the parts being welded, within 3 inches laterally and in advance of the welding, must be at or above the following prescribed temperature.
4. Preheating:
Preheating is the required practice of providing localized heat to the weld zone. Minimum preheat required is listed below
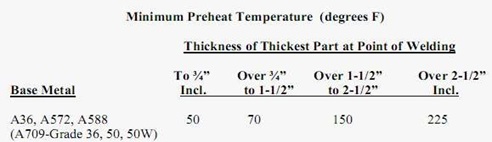
For ASTM A36, up to and including 3/4 inch thickness – with low hydrogen electrodes, the preheat temperature requirement is 50°F (10°C). For thicknesses over 3/4 inch the preheat temperature requirement is 70°F (21°C).
For ASTM 1010, preheat requirement is the same as in item 1. For ASTM A252, the preheat temperature is 225°F (107°C) when welding with low hydrogen electrodes. Welding when the ambient temperature is below 0°F (-18°C) is not permitted.
All electrodes having low hydrogen coverings shall be purchase in hermetically sealed containers or shall be dried for at least two hours between 450°F and 500°F (232°C and 260°C) before used.
Immediately after drying or removal from hermetically sealed containers, electrodes shall be kept in storage ovens of at least 250°F (121°C). Electrodes not used within four hours after removal from the drying or storage oven must be re-dried before use.
For the ordinary field pile welding job, electrodes should be purchased in small packages, allowing for use within the prescribed time limit, unless provision for storage at 250°F (121°C) is made.
E7016 and E7018 electrodes for field welding must be preferred. The digit 1 permits welding in all positions. These electrode coatings are low in hydrogen, permitting use on A36 and SAE 1010 steels without preheating the base metal, unless the temperature is below 50°F (10°C). These electrodes are also required for making the prequalification test.
The restrictions and rules for preheating as outlined above cover the welding of all of our steel piling, since they apply to steel up to 3/4 inch thick. If welding is required on thicker plates, other special rules apply.
Electrodes that are allowed for Flux Cored Arc Welding are E60T-1, E60T-5, E60T-6, E60T8, E70T- 1, E70T-5, E70T-6 or E70T-8. When welding ASTM A588 steel, only the E70 series may be used.
b. Preheating Evaluation:
The preferred method of preheating is by the use of a manual torch. Required preheat shall be applied for a distance of 3 inches in all directions from the weld joint. When the temperature falls below 32 °F the base metal shall be heated to at least 70 °F.

Welding should not be done when the ambient temperature around the weld joint is below 0 °F. Preheat can be checked by the use of a Tempstick. If the weld joint has reached the required level of preheat the appropriate Tempstick will melt when rubbed across the base metal.

Fahrenheit Temperature Sticks are available as follows:
![]()
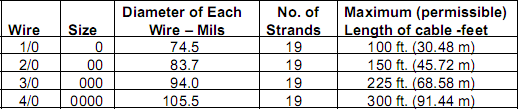
Permissible Length of Welding Leads:
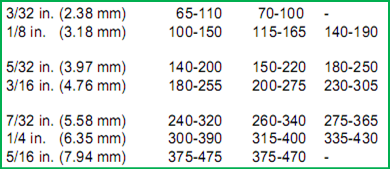
Typical Current Ranges for Electrodes in Amperes:
we provide standard specifications for welding procedures for all welding process and Brazing. We offer Welder Procedure Specification, Welder Certificate Renewal Process, Procedure Qualification Record, Welder Qualification Testing, welder Training and Welder qualification services in Coimbatore, Trichy, Salem, Erode, Chennai.
Please feel free to reach us https://aqcinspection.com/training/ to learn more about any of the methods in detail.
Visit our technical and career updates at our Blog site https://advancedqualitycentre.blogspot.com . or
https://ndtcenter.blogspot.com


